


新产品发售:气动柔性定位器 重载型

注1) 使用压指的是下面两种情况下使用的气压。
?为达到增力时的夹紧力所需要的气压
?松开时需要的气压
注意事项
? 弹簧夹紧时候,增力用配管接口为进出气的呼吸孔,请勿堵塞。另外,请根据需求,安装过滤器。
? 只有在需要通过气压检测就位的情况时,需在底板内设置座垫配管。另外,就位检测用开关等零件,请客户另行准备。
? 请使用通过空气干燥机和空气滤芯把空气中的异物与水分净化后的压缩空气。
? 压缩空气中含有杂质会导致产品动作异常。
? 在底板上安装本体时,请向安装孔内壁涂抹润滑油。
附 件
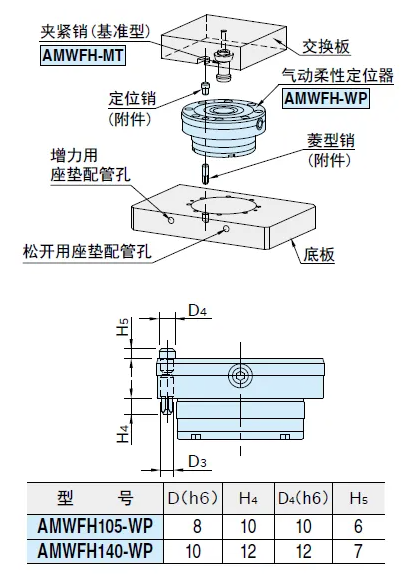
?AMWFH105-WP :菱型销(BJ722-08001)-1个
?AMWFH140-WP:菱型销(BJ722-10001)-1个
?定位销:1个
?节流孔塞:1个
?安装孔用树脂帽盖:8个
?定位孔用树脂帽盖:1个
特 点
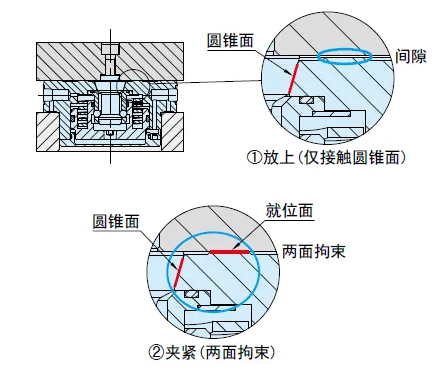
■内部结构与定位机构
? 本产品是弹簧夹紧式样。向松开用接口供给空气时解除夹紧。排出空气时,通过弹簧反弹进行夹紧。弹簧夹紧后向增力用接口供给空气时可增大夹紧力。
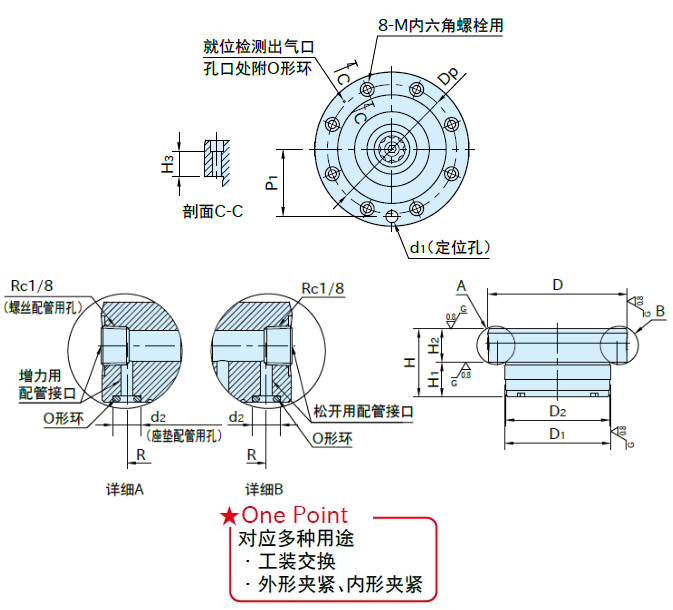
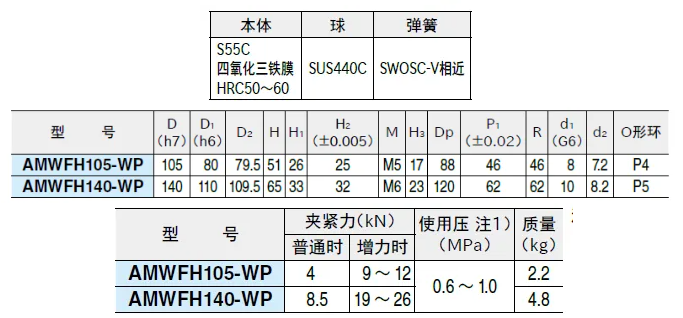
?螺丝配管或座垫配管皆可使用。适用于安装立式/卧式加工中心的底板。
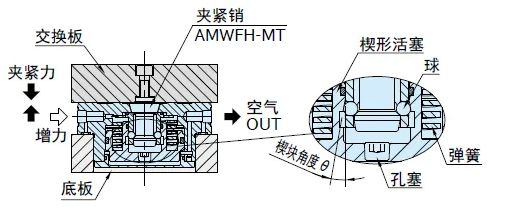
排出空气后,通过弹簧的力使楔形活塞下降,球被强力顶出的同时下拉定位销。向增力用配管接口输入空气可增大夹紧力。
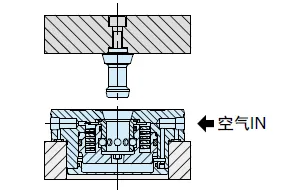
输入空气后,楔形活塞上移的同时解除球的锁紧,松开夹紧销。
?圆锥面与就位面的两面拘束,重复定位精度为5μm。
?使用单个气动柔性定位器时,请参照以下内容。
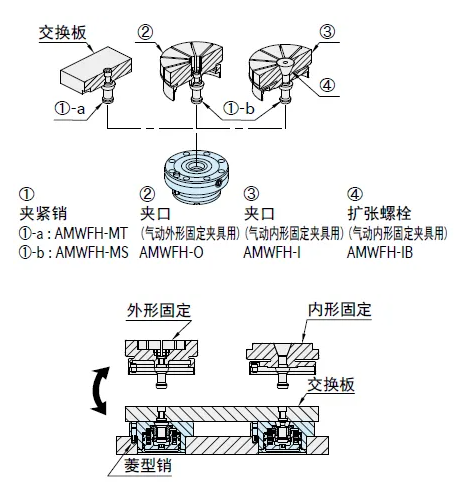
?除了用于工装快换以外,也可安装另售的夹口作为外形固定夹具或内形固定夹具使用。
使用多数个气动柔性定位器进行工装快换时,无需安装菱型销。但是多数个使用的同时,还需要使用外形固定/内形固定时,请事先安装菱型销。
■喷气清洁
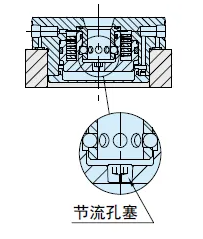
若将孔塞与附带的节流孔塞交换,可以在松开时对夹紧销插入孔进行喷气清洁。
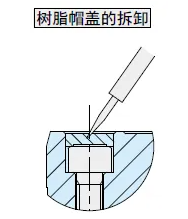
■树脂帽盖的安装
?通过封堵安装孔,可以防止切屑和灰尘在本体上堆积。
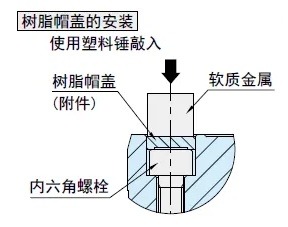
? 请在内六角螺栓用孔上盖上树脂帽盖,并用塑料锤敲入。
? 敲击时,请务必使用软质金属抵在树脂帽盖上进行敲击。
使用示例及使用方法
■安装孔尺寸
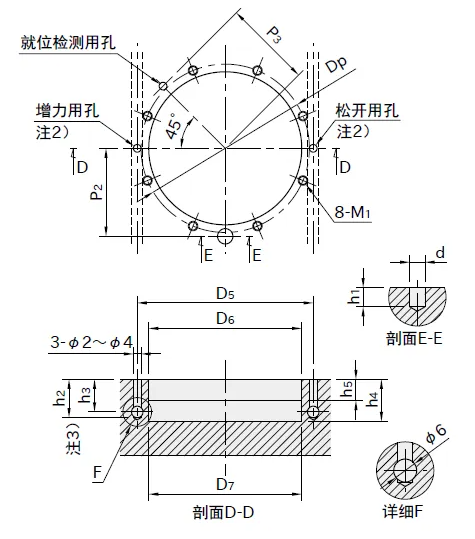
注2) 螺丝配管(Rc1/8)时无需加工。 注3) h2及h3的详细尺寸,请参照“■底板内的座垫配管”。
■安装孔间距公差
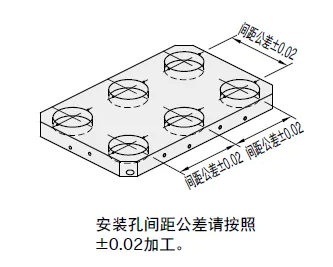
※ 在安装孔(D7的中心)预置空气孔(贯通孔)有助于本体更方便安装至底板上。

使用示例及使用方法
■底板内的座垫配管
底板内需配置增力用与松开用的座垫配管孔,以及就位检测用的座垫配管孔(客户选择是否需要使用。不使用时,无需配置。),请分别与垂直方向的孔(φ2 ~φ4)连接。
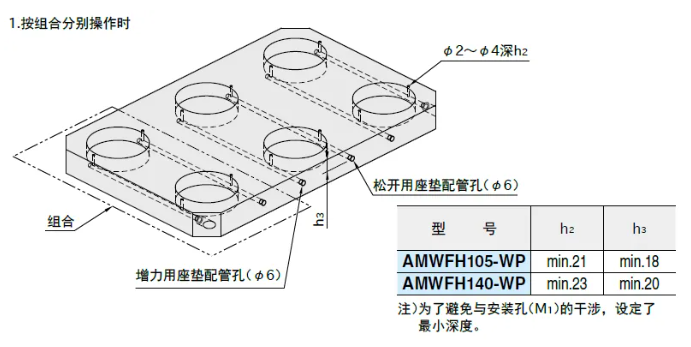
在气动柔性定位器按组合分别操作时,请将垂直方向的孔(φ2 ~φ4)的深度设定为h2再与座垫配管孔连接。
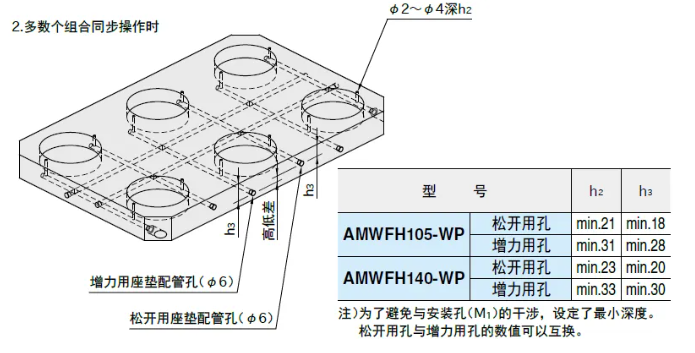
? 使用多数个气动柔性定位器同步操作时,请将垂直方向的孔(φ2 ~ φ4)的深度设定为h2。
? 为 了不使增力用配管孔与松开用座垫配管孔发生干涉,请将底板内的座垫配管孔按高低差与垂直方向的
孔(φ2 ~φ4)相连接。
? 增力用和松开用的气压各使用任意一个供给口,其它的地方请盖上螺塞。另外,螺塞请客户另行准备。
使用示例及使用方法
?AMWFH-M 夹紧销
?BJ722 菱型销
?AMWFH-O 夹口(气动外形固定夹具用)
?AMWFH-I 夹口(气动内形固定夹具用)


- 联系我们
- 日本株式会社今尾上海代表处
丸基(上海)贸易有限公司合规授权代理
地址:上海市长宁区仙霞路88号 太阳广场E502A
邮编:200336
TEL:021-62090359
QQ:1687366436
E-mail:shanghai@1xbet-cn.com
- 1xbet今尾线上平台定期更新!
-
微信公众号:技术资料or产品快讯or技术指南or…今尾工厂改善活动记(日本工厂为了提升生产效率和安全性而采取的各种措施!)欢迎关注我们的微信公众号!
抖音企业号:每周更新产品实拍视频和最新的应用实例视频,可以更直观地了解今尾的产品特点,帮助您更好地选购产品(抖音号:1xbetshanghai)




