


【夹具技术指南】底板和底座的种类与选择

底板和底座

2、底板?底座的安装面的种类
底板?底座夹具安装面的安装方式有 T 形槽形式、螺栓孔形式、基准孔形式等。
此外,实际加工使用的的时候,为了尽可能完美地使加工中心精度和夹具安装面的精度一致,还有自行加工的形式。
机床所在工厂的地面倾斜、多年使用后主轴的倾斜等,每台机床都会有每台机床的个体性,
可以通过对夹具安装面所持有的余料进行加工,使之契合机床个体性,让夹具安装面的精度更高。
还有就是可以在机床外进行工装、工件的拆装形式:工装快换的形式。

比较典型的 T 形槽、螺栓孔、基准孔的优势和劣势,如下表:


我司推荐使用定位套和螺栓的组合(基准孔形式),但是根据实际情况(例如如工件的形状、
精度、批量等因素)选择合适的底板?底座形式是非常重要的。
根据机床厂家的不同,还有300X300、1000X1000 等尺寸,550X550 等特殊尺寸也有机床厂家生产。
立式加工中心的尺寸每个机床厂家都不同,没有特殊规则规定尺寸。
每个机床厂家机床的工作台尺寸都 有各自规定的尺寸,详细还请参考各家厂家的机床说明书。
工作台靠块的位置一般设置在机床工作台的 0°和 270°方位,工作台靠块的位置根据机床厂家的不同也有所差异,还请参考机床使用说明书。立式加工中心的工作台的中央一般都设有键槽。通过键槽定位底板?底座的 X 方向,再通过 T 型槽定位 底板?底座的 Y 方向。
此类技术数据还需提前向机床厂家确认或参考机床使用说明书。
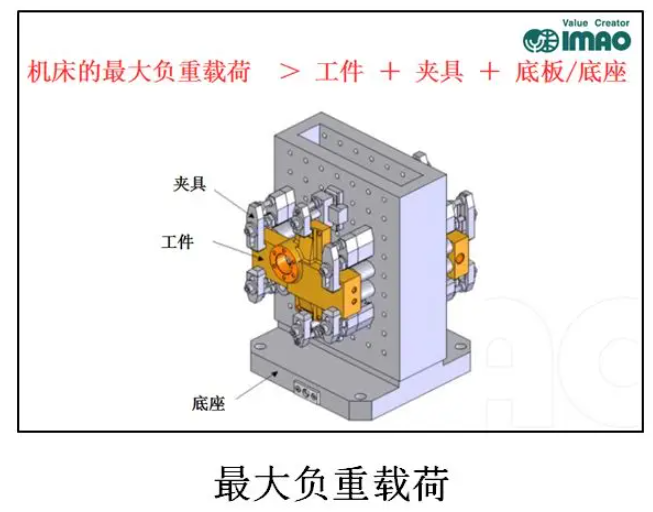
其次确认工件、夹具、底板?底座的总重量,总重量绝对不能超过机床的最大负重载荷。
也有设计师计算了工件和底板?底座的重量,忘记计算夹具的重量,请务必记住夹具的重量是绝对不能忽略不计的!
减少底座安装面的厚度或者把底座做 成中空型等方法,用来减少整体的重量。
5、选择底板?底座时的注意事项(确认底座高度及最大回转直径)
选择底板?底座时机床的最高限高和最大回转直径必须得提前确认!特别是卧式加工中心,最大回转直径是必须要确认的事项。
一般下底座尺寸为 400X400 的情况下,最大回转直径为Φ630。底座尺寸为 500X500 的情况时,最大回转直径为Φ800。
以上 2 个尺寸为较常见的尺寸,没有明确规定一定要使用这种尺寸的底座,详细还请参考各家厂家的机床说明书之后再决定使 用的尺寸大小。
夹具是从上往下夹紧工件的时候,夹具顶部(下图螺栓的顶端)必须在最大回转直径内,在设计夹具的 时候是必须得确认的!

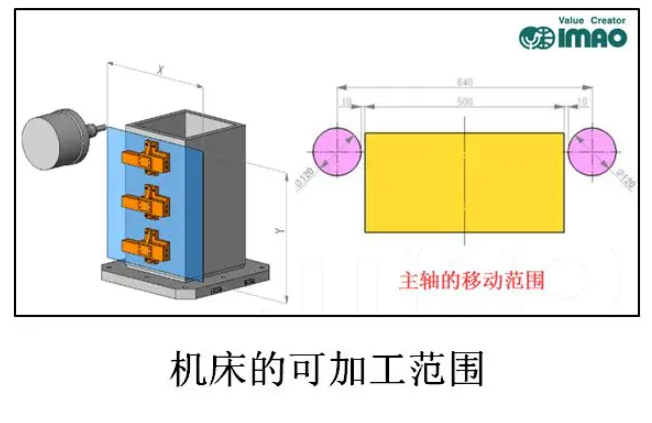
(主轴的移动范围)是否覆盖了工件全部所需加工的部位。
必须在 设计的时候提前考虑,如果不考虑退刀的话,保证面的精度是比较困难的。铣刀退出工件时,
最低需要和工件保证10mm 以上的距离,就是需要让刀完全离开工件范围。


- 联系我们
- 日本株式会社今尾上海代表处
丸基(上海)贸易有限公司合规授权代理
地址:上海市长宁区仙霞路88号 太阳广场E502A
邮编:200336
TEL:021-62090359
QQ:1687366436
E-mail:shanghai@1xbet-cn.com
- 1xbet今尾线上平台定期更新!
-
微信公众号:技术资料or产品快讯or技术指南or…今尾工厂改善活动记(日本工厂为了提升生产效率和安全性而采取的各种措施!)欢迎关注我们的微信公众号!
抖音企业号:每周更新产品实拍视频和最新的应用实例视频,可以更直观地了解今尾的产品特点,帮助您更好地选购产品(抖音号:1xbetshanghai)




